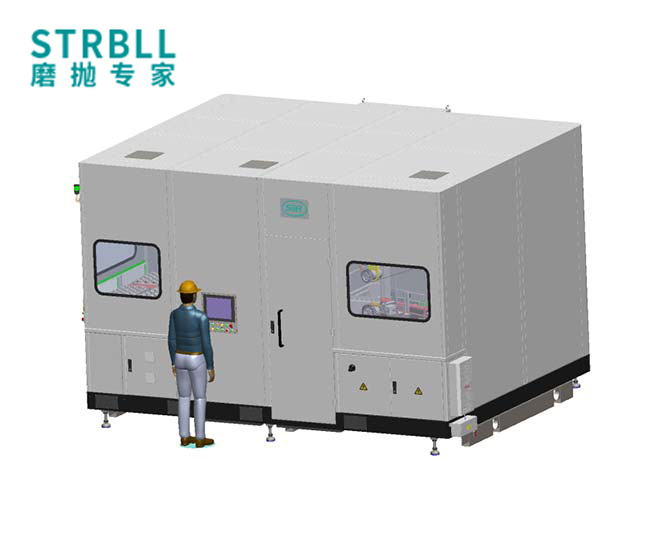
股骨髁打磨機站
產(chǎn)品參數(shù):
- 設(shè)備名稱
- 外型尺寸
- 重量
- 總功率
- 運行功率
- 電壓
- 氣壓

控制系統(tǒng)
1.采用PC-Based運動控制器,力矩控制、位置控制、速度控制的精度好。
2.由于采用伺服電機及直線電機做驅(qū)動,PC-Based讓控制無所不能,實現(xiàn)數(shù)字化控制,對恒力的設(shè)定都是做到了數(shù)字化,極大提高了恒力控制的精度。
3.PC-Based采用Ether CAT的通訊協(xié)議,對于傳感器、機器人、伺服驅(qū)動、執(zhí)行器等進行了統(tǒng)一快速傳送和管理,提高系統(tǒng)的穩(wěn)定性和精準(zhǔn)度。
4.在PC-Based控制器內(nèi)生成了打磨拋光的工藝包,解決了由于研磨工藝技術(shù)上的要求,對于磨削行業(yè)的工藝進行行業(yè)提高。
5.系統(tǒng)響應(yīng)速度快,可實現(xiàn)多種控制算法,系統(tǒng)控制精度高。
軟件及插件
1.磨削量軟件--實現(xiàn)鑄造表皮切削厚度的數(shù)字化控制。
2.砂帶自動張緊軟件--實現(xiàn)砂帶張緊力的數(shù)字化控制。
3.砂帶速度補償和位置補償軟件--實現(xiàn)砂帶損耗切削力和切削量的相對一致性。
4.砂帶自動糾偏軟件--由于砂帶運行偏離和受力產(chǎn)生的偏離,軟件能讓砂帶始終保持穩(wěn)定的運轉(zhuǎn)傳動。
5.力/位復(fù)合控制。
浮動方式
1.由直線伺服電機做浮動方式,采用高精度的磁柵尺做位置反饋,實時做出磨削偏離后的位置處理,位置和恒力模式實時復(fù)合控制處理,很好的控制了浮動力的運動要求。
2.位置和恒力復(fù)合算法軟件,位置控制精度達(dá)到±0.01mm,恒力的精度≤±7N。
廣東斯倍坦機器人有限公司
地址: 佛山市南海區(qū)桂城街道桂城工業(yè)園桂城平三路東側(cè)A3街區(qū)003號
郵箱: lcm@spacetime-axis-robot.com
網(wǎng)址: http://www.hfarts.cn
電話: 13902417042
微信: btloma

添加微信了解更多
